





当社の CNC ミルターン機能は、旋削、フライス加工、穴あけ、タッピング、ボーリング機能を 1 台の機械に統合しています。スピンドルは回転旋削と固定フライス加工の両方をサポートし、C 軸と Y 軸の調整された動作により、1 回のセットアップで複雑な部品を完全に加工できます。装置の仕様には以下が含まれます: スピンドル速度 50 ~ 5,000 rpm。 C 軸 360° インデックス精度 ±5 インチ。 6,000 ~ 12,000 rpm の速度の 8 ~ 16 個のライブツール。偏心十字穴加工用の Y 軸移動量は ±50 ~ 150 mm。加工径は旋削径φ10~500mm、加工幅100~400mm、穴あけ径φ1~50mm、タップサイズはM3~M48まで対応します。加工精度は旋削加工±0.01mm、ミーリング加工±0.02mm、C軸割出加工±10インチ、表面粗さRa0.8~3.2μmです。
|
寸法精度 |
外径 |
ID |
た(C) |
DP |
GD |
|
単位:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.001 |
|
幾何学的精度 |
真円度 |
同軸度 |
真直度 |
円筒度 |
位置公差 |
|
単位:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
生産能力 |
1~999999個 |
1~999999個 |
1~999999個 |
1~999999個 |
1~999999個 |
|
生産サイクル |
3~20日 |
3~20日 |
3~20日 |
3~20日 |
3~20日 |
三次元測定機、画像測定機、形状投影機、レーザー直径測定器、レーザー干渉計、表面粗さ測定機、真円度測定機、工具顕微鏡、実体顕微鏡、マイクロメータ、ピンゲージ、ダイヤルインジケータ、高精度マイクロメータ、電子高さ計、ノギス、ゲージブロック、硬さ試験機、ねじゲージなどの検査機器・測定工具を総合的に揃えています。
Sanluo Precision は、CNC フライス盤旋削において大きな利点を提供します。 1 回のセットアップで加工 (旋削、フライス加工、穴あけ、タッピング、ボーリングを一度に完了、クランプ誤差を排除、同心度 0.01mm、直角度 0.02mm を達成)。効率の向上 (1 台のマシンで複数のユニットを置き換え、効率が 50% ~ 70% 向上)。保証された精度 (単一セットアップからの統一データムにより、高い幾何公差精度が保証されます。同心度、直角度、および位置精度は 30% 向上しました)。コンパクトな設置面積 (1 台のマシンで 3 ~ 5 台のユニットを置き換え、床面積を 60% 節約、投資を削減)。リードタイムの短縮(工程間の移動や待ち時間をなくし、生産サイクルを40%~60%短縮)。労働力の削減 (機械ごとに 1 人のオペレーター、人件費が 60% 削減)。
Sanluo Precision は、CNC フライス盤の専門メーカーとして、技術面で業界をリードしています。設備ブランド:日本とドイツから輸入した5軸同時マシニングセンタ(MAZAK Integrex、DMG MORI CTX、OKUMA Multus)。スピンドルシステム (5000 rpm の速度、30 ~ 50 kW の出力、高トルク、重切削能力を備えた内蔵スピンドル)。ライブツーリングタレット (12 ステーション、12,000 rpm 速度、7.5 kW 出力); CNC システム (5 軸同時制御および RTCP/TCP 制御を備えた FANUC 31i / SIEMENS 840D);レニショーのプローブ (工程内検査および精度 ±0.005mm の自動補正); UG/Mastercam ソフトウェア (自動プログラミング、ツールパスの最適化、シミュレーション検証)。同社は、専門的なカスタマイズされたターンミル加工サービスを世界中の顧客に提供しています。
|
パラメータのカテゴリ |
パラメータの詳細 |
|
設備型式 |
インデックスG220 |
|
コアの位置決め |
柔軟かつ効率的な加工 |
|
構成の柔軟性 |
3 つのタレット、最大 169 個のツール位置を備えたツールマガジンで構成可能 |
|
動作軸数 |
最大 16 個の動作軸 |
|
機械加工の特徴 |
広々とした加工エリアを備え、衝突の危険なく 3 つの工具を同時に加工できます。 |
|
代表的な用途 |
機械工学、半導体、航空宇宙分野における中小型の複雑なシャフトワークのCNCミルターン |
|
パラメータのカテゴリ |
パラメータの詳細 |
|
設備型式 |
M30 |
|
コアの位置決め |
大型で複雑な部品を 1 回のクランプで完全に加工 |
|
軸数と機能 |
4軸旋削と5軸フライス加工が可能で、ワークの全6面加工が可能 |
|
加工能力 |
旋削径Φ320mm、最大加工長さ1000mmの複雑なシャフト・ディスク部品の加工が可能 |
|
拡張プロセス |
ご要望に応じて歯切りや深穴加工も実現可能です |
|
主な利点 |
旋削、フライス加工、ボーリング、深穴加工、研削、歯車加工などのほぼすべての冷間加工プロセスを 1 つのクランプで完了できます。 |
|
代表的な用途 |
インペラ、ブレード、船舶用プロペラ、頑丈な発電機ローター、大型ディーゼル エンジン クランクシャフトなどの CNC ミルターン |



Sanluo Precision は、成熟した機械加工技術、包括的な生産管理システム、長年の精密製造経験を活用して、CNC フライス盤加工を専門としています。当社では「シングルセットアップ」成形プロセスを採用し、多段階の加工や繰り返しのクランプに伴う累積誤差を完全に排除しています。高硬度アルミニウム合金や各種ステンレス鋼などの加工が難しい材料については、切削戦略とパラメータを最適化し、ビルトアップ刃先 (BGE)、工具のたわみ、熱変形などの業界全体の課題を効果的に解決します。以下は実際の運用ケーススタディです。
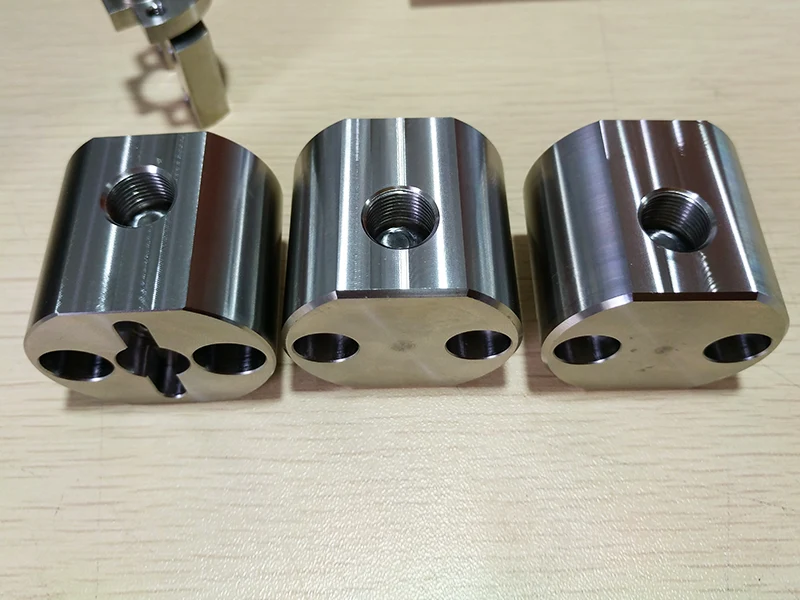
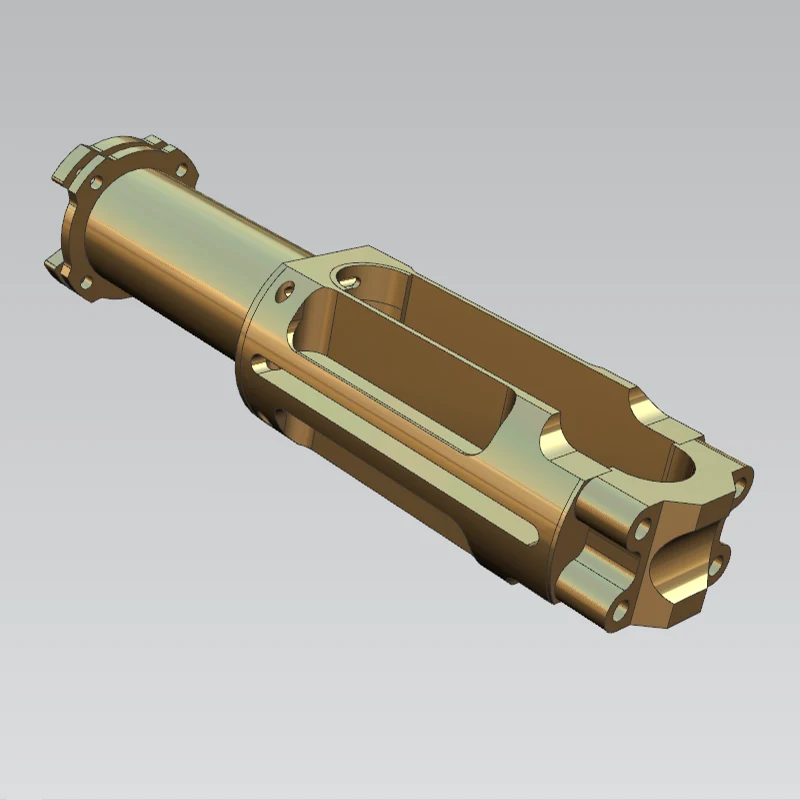
本製品は、国内の自動車研究開発会社が開発した新型エンジンの基幹レシプロ部品であり、材質は7075-T6アルミニウム合金です。この材料は比較的硬く、加工中の刃先の構成や熱変形などの問題が発生しやすいです。さらに、この製品には全体的な加工精度と動作の安定性について厳しい基準が求められます。
クライアントは、いくつかの主要な寸法と幾何公差に対する厳密な管理を必要としていました。Φ50 の外径公差、Φ77/Φ78 の同軸度、ピンホールの公差 23±0.01 mm、および 0.02 mm の複数の位置公差要件です。従来の個別の旋削プロセスとフライス加工プロセスでは、複数のセットアップによって引き起こされるエラーを効果的に制御できませんでした。その結果、クライアントはミルターン(ターンミル)プロセスの使用を指定しました。
これらの加工の課題に対処するため、当社ではミルターン工作機械を活用し、外径、端面、フランジ穴、ピン穴、側面溝などのすべての加工を 1 回のセットアップで完了させました。荒加工中、重要な表面では 0.3 mm の取り代を維持し、熱変形を防ぐために高圧エマルジョン クーラントの連続循環を採用しました。仕上げには、最適化された低速および送りパラメータを備えた特殊な工具を使用して、7075 アルミニウムに関連する構築エッジの問題を完全に排除し、優れた表面品質を確保しました。
完成後、三次元測定機 (CMM) を使用して、すべての主要な寸法と幾何公差の包括的な検査を実施しました。実際の測定では、同軸度が 0.01 mm 以内に制御され、ピンホール公差が常に ±0.005 mm に維持され、すべての測定基準が設計図の仕様を 100% 満たしていることがわかりました。クライアントから提出されたサンプルは、最初の試行でベンチ テストに合格しました。組み立てや操作はスムーズで、固着や固着などはありませんでした。
お客様は以前に逐次加工アプローチを使用していましたが、クランプエラーにより同軸度と位置精度に持続的な偏差が発生し、再加工を繰り返しても解決できませんでした。ターンミル複合プロセスにより、ソースでの複数のクランプエラーが排除され、これらの長年の品質問題が徹底的に解決されました。このサンプルのバッチは現在、エンジン装置内で安定して動作しています。クライアントは加工精度と納期効率を高く評価し、その後小ロットの注文を私たちに与えてくれました。これは、高精度アルミニウム合金部品に対するターンミル複合加工の卓越した利点が強く証明されたものです。
国内流体機器メーカーの基幹部品であり、高圧ポンプAssyに使用されるポンプヘッドです。 1Cr18Ni9 ステンレス鋼で作られたこの製品には、シールの完全性と幾何公差に関して非常に高い基準が要求されます。
クライアントが要求する主要な技術仕様には、Φ12 内穴の同軸度 0.03 mm、Φ9 内穴の真円度 0.015 mm、および 2 つの M12 ネジ穴の特定の位置精度要件が含まれます。ステンレス鋼材料の高い粘着性により、しばしば構成刃先 (BGE) や工具のたわみが発生するため、従来の連続加工では厳しい公差を満たすのが困難でした。クライアントはターンミル複合加工の使用を明示的に要求しました。
一体型ターンミルマシニングセンターを活用し、外径、端面、内径、ねじ穴の加工を1回のセットアップで完了しました。荒加工中、重要な内径には 0.2 mm の余裕が確保され、切りくずを洗い流し、エッジの蓄積の問題を効果的に防止するために高圧クーラントが全体に使用されました。仕上げには、特殊なステンレス鋼工具を選択し、切削パラメータを削減し、工具のたわみを厳密に制御しました。二次クランプに伴う誤差を排除するために、ねじ穴が工程内で機械加工されました。
三次元測定機(CMM)による三次元検査の結果、同軸度は0.02mm以内で安定しており、内穴真円度は0.01mm以内に管理されており、ねじ穴の位置精度は規格を満たしていることが確認されました。製品は一発で受入検査に合格し、シール性能は運用基準を十分に満たしました。以前は、クライアントは一連の処理ステップで製造された製品を使用していました。クランプの偏差により同軸度が限界を超え、組み立て後のポンプ本体で持続的な漏れの問題が発生しました。ターンミル複合プロセスの採用により、クランプエラーが完全に解決され、漏れのリスクが排除されました。それ以来、このポンプ ヘッドのバッチは現場で長年にわたり継続的かつ安定して動作しており、パートナーシップは堅固なままであり、高精度ステンレス鋼流体コンポーネントのターンミル複合加工の価値をさらに検証しています。

この部品は国内産業機器メーカーが製造するブラシレスモーターのコア部品です。 304 ステンレス鋼で作られているため、幾何公差と表面粗さの仕様を厳密に遵守する必要があります。
お客様の主要な検査基準には、内径と外径の同軸度、端面の軸方向の振れ、およびサイドキー溝の位置精度が含まれていました。設計図では、重要な合わせ面の同軸度を 0.01 mm 以内に制御する必要があり、外面の粗さが Ra 0.1 に達する必要があり、表面にバリや傷があってはなりません。 304 ステンレス鋼の高い延性と「粘着性」により、ビルドアップエッジ (BTE) や工具のたわみが発生することが多いため、従来の逐次加工では公差要件を満たすことができませんでした。したがって、ターンミル複合プロセスが選択されました。
ターンミル複合機を使用し、外径、端面、内径、サイドキー溝の加工を一度で完了しました。荒加工中、重要な表面には 0.2 mm の余裕が残され、工具への材料の付着を防ぐために高圧クーラントが全体に使用されました。仕上げには、特殊な工具を採用し、工具のたわみを正確に制御するために切削パラメータを最適化しました。キー溝は統合プロセスの一部として同期して形成されるため、再クランプに伴うエラーが回避されます。
加工後は三次元測定機(CMM)と表面粗さ計を使用して総合検査を実施しました。測定結果は、同軸度 ≤ 0.008 mm、軸振れ ≤ 0.005 mm、表面粗さ Ra 0.1 で、すべての基準を満たしています。製品は最初の試行で受け入れ検査に合格しました。モーターの組み立てはスムーズに進み、動作中の振動と騒音レベルは理想的な範囲内に収まりました。
対照的に、これまで逐次加工で調達した製品は、クランプ誤差により設計基準を満たしておらず、過度の同軸度の偏差が発生し、モーター動作時に高い振動レベルが発生していました。ターンミーリング複合加工の採用により、クランプ誤差を根本から解消し、設備の不具合を効果的に解決します。現在、筐体前部の量産が順調に進んでいます。顧客は製品精度と表面品質の両方に満足していると表明しており、長期的なパートナーシップが維持されており、精密ステンレス鋼モーター部品の製造における CNC ミルターン複合加工の利点を十分に実証しています。

住所
中国広東省深セン市光明区
Eメール









