




中国のプロの 5 軸加工メーカーおよびサプライヤーとして、Sanluo Precision は複雑な部品の 5 軸同時加工を習得し、航空宇宙、自動車金型、医療機器、エネルギー機器などのハイエンド産業にカスタマイズされたサービスを提供しています。複雑な表面や特殊な構造の精密加工を実現し、高度なものづくりの厳しい要求に応えます。
| 寸法精度 | 外径 | ID | DP | サウスウェールズ州 | GD |
| 単位:±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| 幾何学的精度 | 真円度 | 同軸度 | 円筒度 | 対称 | 位置許容差 |
| 単位:±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| 生産能力 | 1~999999個 | 1~999999個 | 1~999999個 | 1~999999個 | 1~999999個 |
| 生産サイクル | 3~20日 | 3~20日 | 3~20日 | 3~20日 | 3~20日 |
検査装置:三次元測定機、画像測定機、プロジェクター、レーザー直径計、レーザー干渉計、粗さ計、真円度計、工具顕微鏡、実体顕微鏡、マイクロメータ、ピンゲージ、ダイヤルインジケータ、高さ計、ノギス、ゲージブロック、硬さ試験機、ねじゲージ
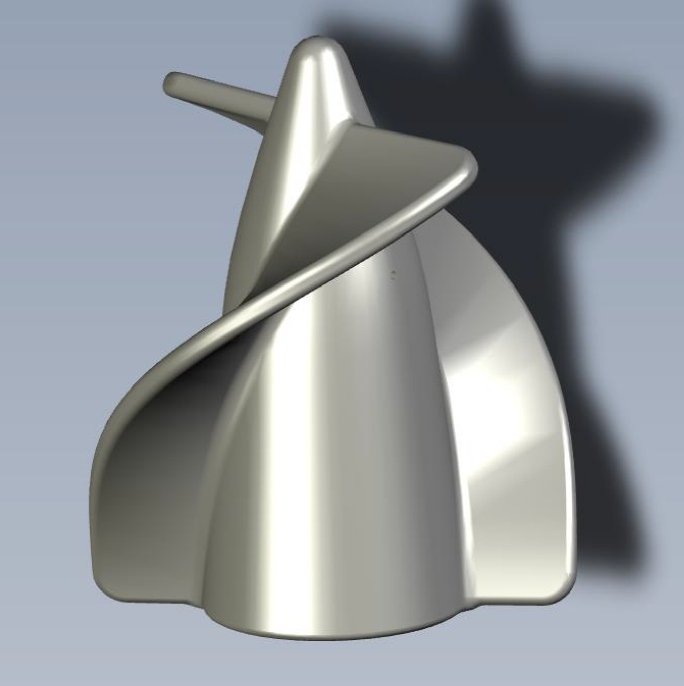
プロの 5 軸加工メーカーとして、当社は航空宇宙、自動車、医療、エネルギー分野にわたる複雑な自由曲面の加工に優れています。当社の 5 軸同時テクノロジーは、高度な CAM プログラミングおよび専用ツーリングと組み合わされて、高精度、優れた表面仕上げ、およびツールマークステップの排除を保証します。
結論:複雑な表面加工における当社の実証済みの専門知識は、プロトタイプから本格的な製造まで、最も要求の厳しい業界基準を一貫して満たす、困難な形状をすぐに生産可能なコンポーネントに変換します。
当社は、世界クラスの工作機械、インテリジェントなプロセス制御、包括的な補助システムによって 5 軸加工をサポートしています。当社の施設は、プロトタイプから大量生産まで、中型から大型の部品に対して安定した再現可能な精度を保証します。
結論:統合された機器ベース、インテリジェントなプロセス制御、厳格なプロセス内検証により、当社は安定した再現可能な 5 軸精度を提供し、生産ラインの稼働を維持し、品質基準を常に超え続けます。
| パラメータ | 詳細 |
| モデル | マイクロ5 |
| コアの位置決め | 微細部品や高価値部品の高ダイナミックかつ高精度加工 |
| キーの精度 | リピータ能力0.0005mm、位置決め精度< 0.002mm |
| スピンドル | 最高速度60,000rpm |
| 構造 | コンパクト、総重量550kg。 60 個の工具を備えた 3 層ツールマガジン。パレットシステムは6つのゼロ点治具に対応 |
| エネルギーと環境 | 低消費電力 (<500W)、オイルミストコレクター付き |
| CNCシステム | ベッコフ (ドイツ) |
| トラベル (X/Y/Z) | 78 / 56 / 50mm |
| 代表的な用途 | マイクロエンジニアリング部品、小さな貴金属部品 |
| パラメータ | 詳細 |
| モデル | DMU 105 モノブロック |
| コアの位置決め | 大型複雑部品の高精度5軸加工 |
| 軸とリンケージ | 5軸同時 |
| ベッド構造 | GGG60 球状鋳鉄、FEM で最適化された剛性を備えた一体鋳造で、従来の設計よりも 40% 向上 |
| キーの精度 | A/C 軸ダイレクトドライブ、割出精度 ±1 秒角。テーブル位置決め精度は最大0.001mm |
| スピンドルシステム | HSK-A100 インターフェース、出力 44 kW、トルク 288 Nm、速度範囲 50~10,000 rpm |
| トラベル (X/Y/Z) | 1,135mm / 1,050mm / 750mm |
| 主な利点 | 熱対称設計により熱変形が軽減されます。オプションのパレットチェンジャーと自動化のための工程内測定 |
| 代表的な用途 | 精密 5 軸加工コンポーネント |
| パラメータ | 詳細 |
| モデル | JDGR400T |
| コアの位置決め | ミクロンレベルの精度、ミルターン複合プロセスをサポート |
| CNCシステム | 自社開発のJD50、モーションコントロール分解能10nm |
| スピンドル | JD150S 高速エレクトロスピンドル、HSK-A50、最高速度 32,000 rpm |
| キーの精度 | ミクロン範囲の再現性。 AC軸再現性4インチ |
| ロータリーテーブル | 2軸ダイレクトドライブ、分解能0.0001° |
| ツールマガジン | チェーン式、工具本数63本 |
| 主な利点 | 機上測定により工具とワークの誤差が自動的に補正され、バッチ歩留まりが確保されます。 |
| 代表的な用途 | 高精度 5 軸コンポーネント |
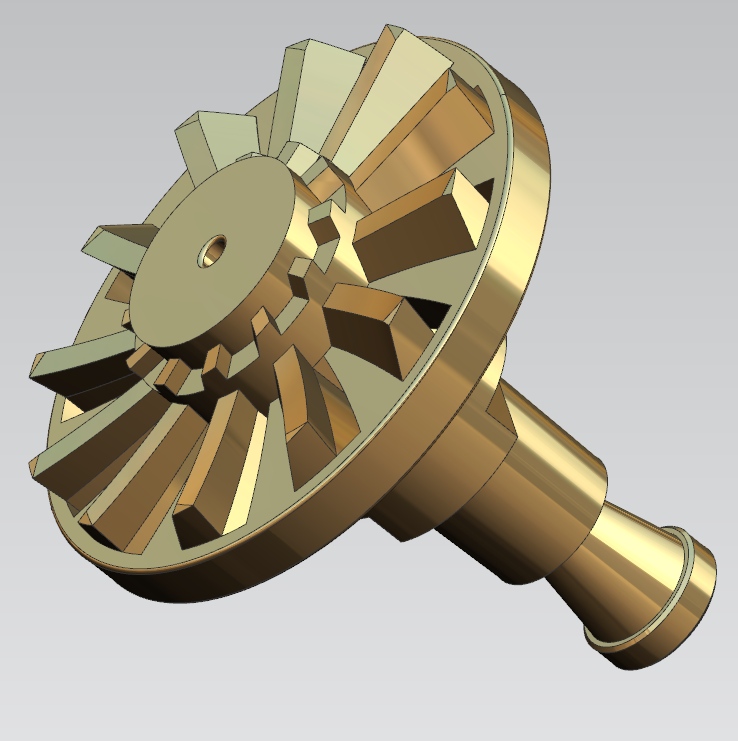
このインペラは SUS316 オーステナイト系ステンレス鋼で作られており、ブラジルの機器メーカーの流体ブースター ポンプの中心的な流れを制御するコンポーネントとして機能します。クライアントはこれまでに 3 つのショップに相談しましたが、いずれもブレードの変形、同軸度の問題、微細穴の詰まり、および表面仕上げの不良により失敗しました。彼らは Google 検索で当社を見つけ、バッチの一貫性、ミクロンレベルの公差、バリのない流体接触面という 3 つの厳しい要件を指定しました。
主な図面仕様:
DMG MORI 5 軸マシニング センターを使用して、インペラ全体を 1 回のクランプで完成させ、複数のセットアップのエラーを回避しました。プロセスの手順:
サポート機器: 高圧クーラント、工具補正および 20 部品ごとの自動データム設定用のレニショー インプロセス プローブ。
| パラメータ | サンプル1 | サンプル2 | サンプル3 | 要件 |
| 刃外径φ31 | 31.004mm | 30.998mm | 31.001mm | ±0.01mm |
| 角度 75° | 74.78° | 75.12° | 74.95° | ±0.5° |
| 刃厚0.68 | 0.667mm | 0.679mm | 0.685mm | ±0.05mm |
| 微小穴 φ1.5 | 1.491‑1.508 mm (10 穴) | 位置誤差最大0.021mm | ±0.02mm | |
| 同軸度(データムA) | 0.003mm | 0.004mm | 0.003mm | ≤0.005mm |
| 面振れ | 0.010mm | 0.013mm | 0.011mm | ≤0.015mm |
| 刃の表面形状 | 最大0.018mm | --- | --- | ≤0.02mm |
| 表面粗さ(接液部) | Ra0.32~0.38μm | 合わせ面 Ra 0.62~0.75 μm | ≤0.4 / ≤0.8 | |
| 硬度(HV) | 190~210 | 相当HRC <6 | ≤7 | |
クライアントの成果:最初の 50 個を受け取った後、クライアントの第三者検査により 100% 準拠していることが確認されました。以前のサプライヤーと比較して、振動は 70% 減少し、騒音は 16 dB 減少し、微細穴は塞がれませんでした。クライアントは現在、3 種類のインペラのすべてのバリエーションを年間発注しています。書面によるフィードバック: 「これまでにステンレス鋼のインペラで見た中で最高の寸法の一貫性。」
10 か月の使用後、腐食、応力変形、返品クレームはありません。当社は各バッチの完全な検査レポート、重要な公差に関する全数検査、および不適合部品の無料再加工を提供します。
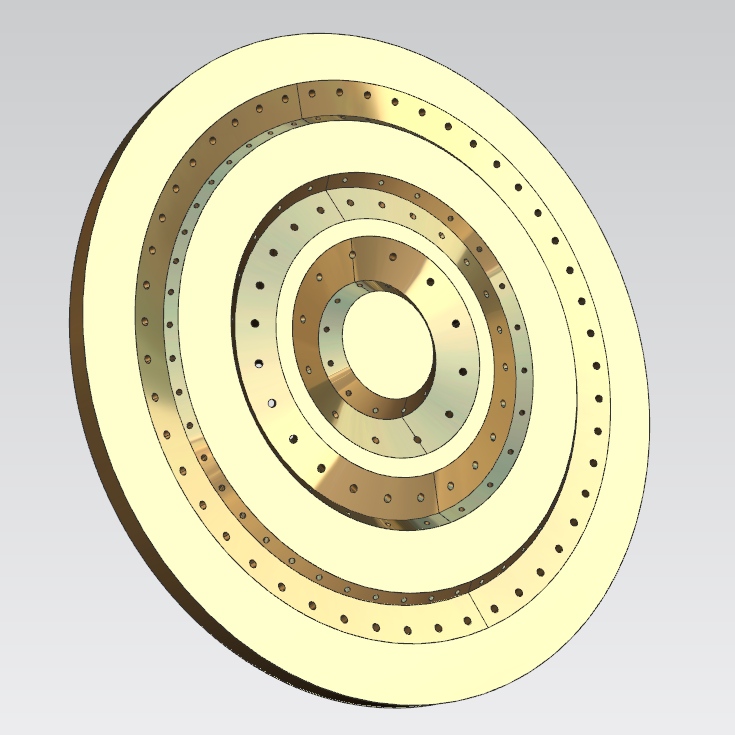
この円形多層フランジ ベース プレート (部品番号 SLY033‑04‑03A) は 7075‑T651 アルミニウム合金製で、1 枚あたりの重量は 0.849kg です。これは化学蒸着 (CVD) チャンバー内のコア キャリア プレートとして機能し、高真空下および周期的な温度変化下でのウェーハの位置決めをサポートします。国内の半導体装置メーカーであるクライアントは、以前に他の 2 つのショップで試行したが、平面度、穴の同軸度、シール溝の粗さの問題により、歩留まりが 60% 未満でした。彼らは紹介後に私たちに連絡を取りました。
主な課題:
すべての操作は DMG 5 軸マシニング センターで 1 回のクランプで完了し、複数のセットアップによる累積誤差を排除しました。プロセスの手順:
検査:ツァイス三次元測定機、粗さ計、真円度計、レーザー平面度計。 100% 初品検査、バッチ生産の場合は 15% サンプリング。
| パラメータ | 測定値 | 要件 |
| ベース平面度(5点) | 0.007、0.009、0.006、0.010、0.008mm(最大0.010) | ≤0.012mm |
| 3つの同心フランジの同軸度 | 最大0.006mm | ≤0.008mm |
| ノック穴位置(8穴) | 0.004~0.009mm | ≤0.01mm |
| Oリング溝幅 | 3.997‑4.003 mm | ±0.005mm |
| 溝底平坦度 | 0.002mm | ≤0.003mm |
| コーナー半径R0.8 | 0.798‑0.801 mm | ±0.002mm |
| 溝面粗さ | Ra0.18μm | ≤0.2μm |
クライアントの成果:最初の記事の承認後、クライアントのサードパーティ研究所は、当社のレポートの±0.002 mm 以内のすべてのデータを確認しました。真空チャンバーは漏れなく到達圧力 1×10-6 Pa を達成しました。歩留まりが58%から58%に上昇99.2%。やり直しコストが 72% 削減されました。ユニットあたりの組み立て時間は 1.8 時間から 0.35 時間に短縮されました。 50 回の熱サイクル (-20°C ~ +120°C) 後の平面度変形はわずか 0.011mm でした (以前のサプライヤーの 0.038mm と比較)。お客様は現在、5 軸加工のためにすべての真空チャンバー構造部品を当社に転送しています。
14 か月の連続生産後、寸法上の欠陥は報告されませんでした。当社は、検査データの 3 年間のトレーサビリティと、不適合部品を対象とした 6 か月の無料再加工保証を提供します。
当社は、DMG MORI、Bumotec、森精機の各センターでの 5 軸フライス加工とターンミル加工の同時加工を専門としており、最大 60,000 rpm のスピンドル速度で最大移動距離 1,135 mm、重量 2,000 kg の部品を扱います。当社の 5 軸機能は以下をカバーします。
すべてのプロジェクトでは、UG NX/Mastercam/Hypermill プログラミング、フル 3D シミュレーション、およびレニショーのインプロセス プロービングを使用します。当社は 98.8% の品質合格率を実現し、Huawei、BYD、Mindray を含むフォーチュン 500 のクライアントにサービスを提供しています。
インペラや真空チャンバーなど、アンダーカット、自由曲面、または厳密な同軸度 (≤0.005mm) を持つ部品の場合、5 軸は複数のセットアップを排除し、3 軸では保持できない公差を実現します。
アルミニウム (7075、6061)、ステンレス鋼、チタン合金、インコネル、銅合金、PEEK、貴金属 - それぞれに専用のツールパスとクーラントが付いています。
標準外径 ±0.005mm、内径 ±0.01mm、同軸度 ≤0.01mm、位置公差 ≤0.01mm。 Zeiss CMM およびレーザー干渉計によって検証されています。
応力除去焼きなまし、カスタム真空治具、積層切削 (深さ ≤0.15mm)、および対称ツールパス - 300mm スパン部品でも 0.010mm 以内の平坦度を維持します。
100% の初回品 CMM 検査、15% のバッチサンプリング、および出荷ごとの全次元レポート - 記録は 18 か月間保存されます。
複雑さと量に応じて、通常 3 ~ 20 日かかります。緊急のプロトタイプは 5 ~ 7 営業日まで短縮できます。


住所
中国広東省深セン市光明区
Eメール








